0533-3584808



| 橡膠廢氣催化燃燒處理技術 | |
| 發布時間:2017-08-01 13:41:37 | |
有機廢氣的治理方法包括吸收、吸附、冷凝、直接燃燒、熱力燃燒和催化燃燒等。催化燃燒是理有機廢氣的一種行之有效的方法,它在較低的溫度下250-400℃,利用催化劑使有機物無焰燃燒,燃燒產物是CO2和H2O。為了保護催化劑在進行催化燃燒處理時,常常需要根據廢氣性質的不同采取不同的預處理方式。
中國石化撫順化工研究院FRIPP從上世紀90年代開始從事有機廢氣的催化燃燒治理研究,曾先后對多種有機廢氣進行了催化燃燒實驗室、中試及工業化應用研究。2007年進行了橡膠廠熱塑性丁苯橡膠SBS廢氣的工業化治理研究。結果表明,采用以催化燃燒為核心的治理技術,可使凈化氣達到國家排放標準,使周圍環境空氣質量明顯改善。而且該技術還具有能耗低、操作方便、處理效果好等優點,是有效的有機廢氣處理技術之一。
一、廢氣來源及組成
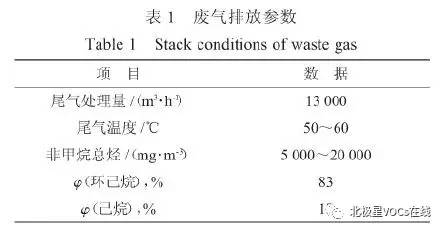
橡膠行業排放的廢氣中一般含有環己烷、己烷以及芳烴類等。某石化企業橡膠廠SBS裝置,其生產流程包括四部分聚合單元、回收單元、凝聚單元、后處理單元,廢氣的產生主要集中在后處理單元。后處理單元共有四股廢氣排放,分別為進料口閃蒸氣、擠壓機出口閃蒸氣、產品風力輸送排放氣以及熱風干燥排放氣。四股廢氣的主要污染組分均為環己烷和己烷。此外,進料口閃蒸氣和擠壓機出口閃蒸氣中還含有大量的水蒸汽。其廢氣的排放參數見表1。
廢氣的總烴濃度遠超過國家排放標準《大氣污染物綜合排放標準》中非甲烷總烴的排放限值為120mg/m3。
二、廢氣處理工藝 2.1廢氣處理流程
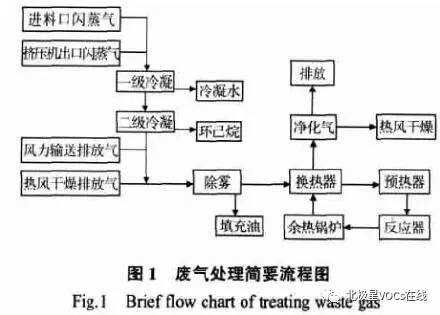
針對SBS后處理單元4股廢氣的組分FRIPP制定了“冷凝-催化燃燒”處理工藝。廢氣的簡要處理流程見圖1。 產品風力輸送排放氣、熱風干燥排放氣直接進行催化燃燒處理,進料口閃蒸氣、擠壓機出口閃蒸氣中含有大量的水蒸汽和環己烷對這兩股廢氣首先采用兩級冷凝預處理,以回收其中的水和環己烷,兩級冷凝得到的不凝氣與風力輸送排放氣、熱風干燥排放氣混和,一并進行催化燃燒處理。混和氣依次經過除霧器、催化風機、換熱器冷、加熱器、催化燃燒反應器、換熱器等處理后,回收能量,凈化氣達標排放。 2.2裝置處理規模的確定 采用催化燃燒工藝處理以上4股廢氣時,為安全考慮,一般控制進入催化燃燒反應器的廢氣中有機物濃度低于25%LEL,爆炸下限。環己烷和正己烷的爆炸下限均為1.2%體積分數,因此二者以任意比例混合,其混合氣的爆炸下限均為1.2%體分數則25%LEL為0.3%體積分數即處理時應控制廢氣濃度在3000μL/L按環己烷折算為廢氣的總烴濃度為11250mg/m3以下。從對催化劑、反應器和換熱器等的耐溫方面綜合考慮,催化燃燒反應器入口廢氣的濃度按8000mg/m3設計。 因此裝置的處理規模確定為30000m3/h。通過添加稀釋空氣來控制反應器入口廢氣的總烴濃度在8000mg/m3以下。 三、結果和討論 廢氣處理裝置于2007年9月投入運轉。采用的蜂窩狀貴金屬催化劑,由FRIPP生產。整套裝置的控制采用PLC控制系統。 3.1預處理效果 裝置采用的預處理措施主要包括冷凝、除霧、過濾等。 一級冷凝采用循環冷卻水30℃,作為冷卻介質,二級冷凝采用冷卻鹽水,30%CaCl2溶液-3,作為冷卻介質,冷凝得到水和環己烷的混合液,進入廠方的環己烷-水分離罐,分離脫水,回收環己烷。廢氣經過冷凝預處理,廢氣中的水蒸汽含量大大降低,降低了進入反應器內的水蒸汽量,延長了催化劑的使用壽命,同時避免了廢氣在管道和設備上冷凝帶來的腐蝕問題。 廢氣中含有SBS填充油油霧,這些油霧容易在氣體管道法蘭、閥門、彎頭以及過濾器、換熱器、加熱器等設備中粘附累積降低設備效率油霧濃度的不確定性也給催化燃燒帶來某種程度的隱患。因此,應捕集去除。裝置設置的油霧捕集器中以玻璃纖維濾筒為內芯。氣體從罐入口進入濾筒,油霧和固體顆粒被截留,氣體穿過濾筒頂部和側壁,進入濾筒與金屬罐形成的空間,然后從罐的出口排出。被截留的油霧和固體顆粒在重力的作用下,落到金屬罐底部,作為污油定期排出由廠方統一回收。 3.2廢氣處理效果
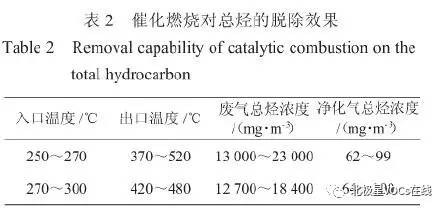
開工運轉期間,催化燃燒反應器入口溫度維持在250-300度,出口溫度在350-520度,床層空速30000h-1。由于廢氣濃度較高,裝置充分利用了廢氣催化燃燒過程中產生的大量反應熱用來預熱反應器進口的廢氣.因此,在裝置運轉過程中,加熱器輸出功率為零從而大大降低了裝置的能耗。 表2可見,裝置處理后氣體的總烴濃度為62-100mg/m3,低于120mg/m3的國家排放限值。裝置投用后,污染得到有效治理,裝置周圍的環境空氣質量得到明顯改善。
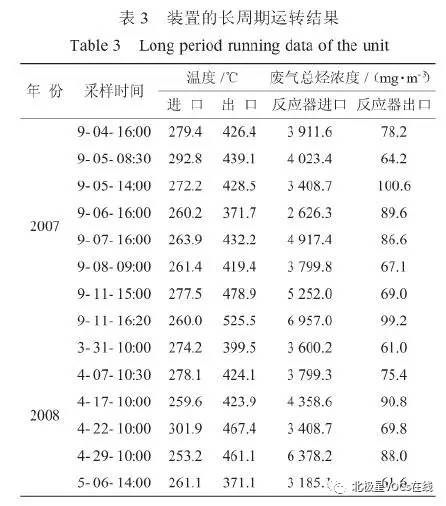
表3是長期運轉過程中催化燃燒處理裝置的處理效果空速30000h-1。 由表3可見,在近1年的運行后,催化劑活性沒有下降跡象。 3.3裝置能耗 廢氣催化燃燒產生大量的熱量,通過高效的換熱器用來預熱反應器進口的待處理廢氣,以降低裝置能耗。當廢氣濃度達到一定數值時,催化燃燒反應的進行完全通過自身氧化產生的熱量來維護,不需要外加熱量。因此在裝置的正常運轉過程中,加熱器一直處于關閉狀態此時裝置的電耗僅為風機的電耗以及儀表、電氣等的電耗。
SBS廢氣濃度較高,熱值較大,反應過程中產生大量的反應熱,產生的反應熱除用于維護反應自身進行之外,還有一部分熱量還可以用于廠方的熱風干燥系統,取代目前使用的水蒸汽加熱系統。
四、結論 (1)橡膠廠SBS廢氣中含有環己烷、己烷等有機物,廢氣的總烴濃度高達20000mg/m3,遠超過國家排放標準。 (2)應用“冷凝-催化燃燒”技術處理橡膠廢氣,在催化燃燒反應器入口溫度250-300度,床層空速30000h-1的條件下,凈化氣中總烴濃度在100mg/m3以下,符合國家排放標準。 (3)裝置充分利用了自身產生的反應熱,在正常運轉過程中加熱器輸出功率為零,大大降低了裝置的能耗。
|
|
|
|
| 上一篇:山東:省委辦公廳、省政府辦公廳印發《2017年環境保護突出問題綜合整治攻堅方案》 下一篇:印刷廠廢除生物法處理 |


關注我們