0533-3584808



| 淺談集裝箱行業有機廢氣治理技術選擇 | |
| 發布時間:2020-03-19 11:46:09 | |
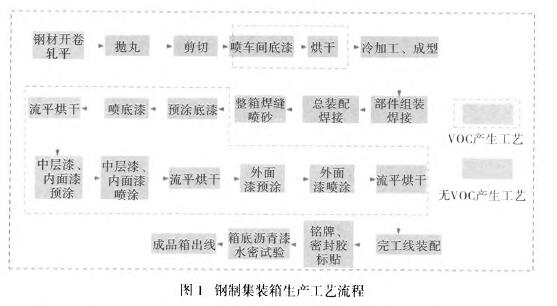
0引言 隨著各地方有機廢氣排放標準的陸續發布,包含集裝箱在內的表面涂裝行業的有機廢氣排放濃度限值和排放速率限值也越來越嚴格。集裝箱生產過程中使用大量的溶劑型涂料及稀釋劑,產生大量的有機廢氣,因此各集裝箱生產廠家也面臨著巨大的環保壓力。根據集裝箱生產工藝過程有機廢氣的排放特點選擇一套滿足國家及地方有機廢氣排放標準,同時兼顧運維經濟和安全可靠的有機廢氣治理技術成為各集裝箱生產廠家亟待解決的首要問題。 1集裝箱行業有機廢氣濃度與治理要求 1.1集裝箱行業廢氣來源及濃度核算 常見鋼制集裝箱的生產工藝流程見圖1。集裝箱生產過程中,車間底漆(即鋼材預處理底漆)噴涂和整箱涂裝兩個生產車間將會產生有機廢氣。
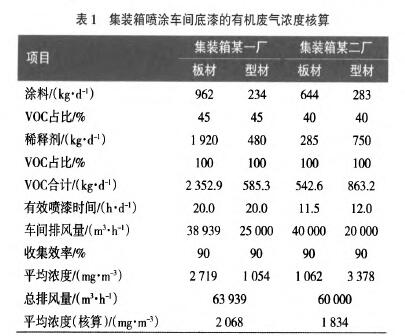
調研集裝箱某一廠和某二廠的板材及型材預處理線的涂料和稀釋劑使用量及占比、有效噴漆時間、車間排風量、收集效率等信息對集裝箱噴涂車間底漆的有機廢氣濃度進行核算,見表1。
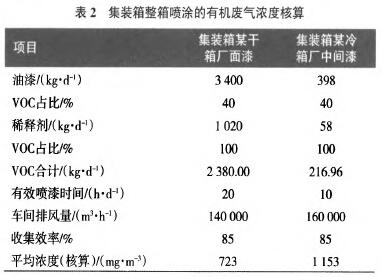
廢氣組分以二甲苯、1一丁醇、甲苯、乙醇、正丁醇、乙酸甲酯、甲醇、甲乙酮等為主。 通過表1核算分析,集裝箱車問底漆的排風量約60 000 m%,有機廢氣排放濃度分別為2 068 mg/m,和1 834 mg/m3。 調研集裝箱某干箱廠面漆和某冷箱廠中間漆的涂料和稀釋劑使用量及占比、有效噴漆時間、車間排風量、收集效率等信息對集裝箱整箱噴涂的有機廢氣濃度進行核算,見表2。廢氣組分以10#溶劑油、150#溶劑油、二甲苯、甲苯、乙酸乙酯、乙酸丁酯、異丙醇等為主。
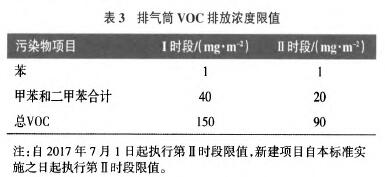
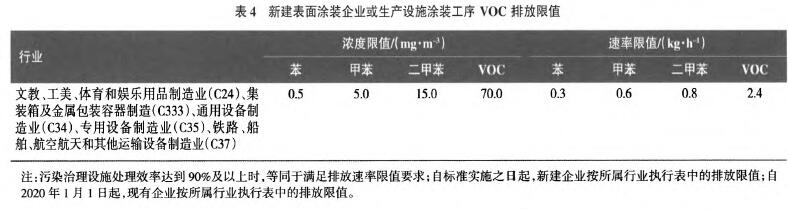
通過表2核算分析,集裝箱干箱廠面漆排風量約140 000 m%,集裝箱冷箱廠中間漆排風量約160 000 mⅦ,有機廢氣排放濃度分別為723 mg/m3和1 153 mg/m3。 1.2集裝箱有機廢氣治理排放標準及凈化效率要求 目前,各地方有關集裝箱有機廢氣排放標準相繼發布。表3摘自DB 44/1 837--2016{廣東省集裝箱制造業揮發有機物排放標準》。表4摘自DB 37/2801.5—2018《山東省揮發性有機物排放標準第5部分:表面涂裝行業》。
通過對比表3和表4,新頒布的山東省地方標準相較于廣東省地方標準更為嚴格。集裝箱生產廠家在選擇廢氣治理設備凈化效率時應當考慮未來有機廢氣排放指標日益嚴格的趨勢。現將集裝箱車間底漆和整箱涂裝有機廢氣按照山東省地方標準進行凈化效率的核算,見表5~6。
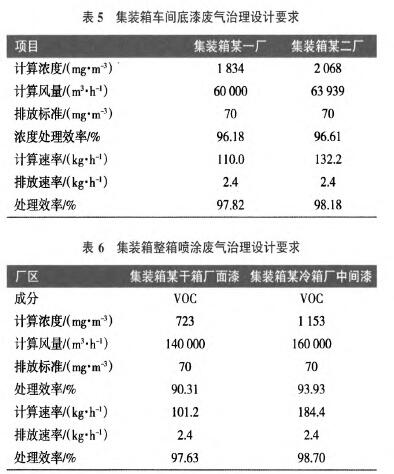
通過表5分析,集裝箱某一廠和集裝箱某二廠要滿足排放濃度的要求,設備整體凈化效率分別要達到96.18%和96.61%以上,而排放速率則必須要滿足97.82%和98.18%以上的凈化效率。但山東省地方標準要求:污染治理設施處理效率達到90%以上時,等同于滿足排放速率限制要求。因此,集裝箱某一廠和集裝箱某二廠廢氣治理設備的整體凈化效率分別要達到96.18%和96.61%以上。
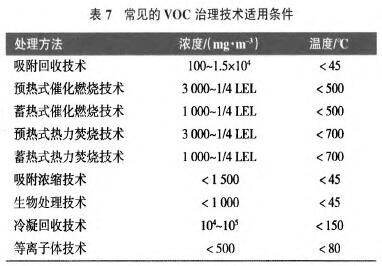
通過表6分析,集裝箱某干箱廠面漆和集裝箱某冷箱廠中間漆要滿足排放濃度的要求,設備整體凈化效率要分別達到90.31%和93.93%以上。而排放速率則必須要滿足97.63%和98.7%以上的凈化效率。但山東省地方標準要求:污染治理設施處理效率達到90%以上時,等同于滿足排放速率限制要求。因此,集裝箱某干箱廠面漆和集裝箱某冷箱廠中間漆廢氣治理設備的整體凈化效率要分別達到90.31%和93.93%以上。 2集裝箱行業有機廢氣治理技術選擇 2.1常見有機廢氣治理技術適用條件 欒志強等對常見的VOC治理技術適用條件進行分析評估,見表7。
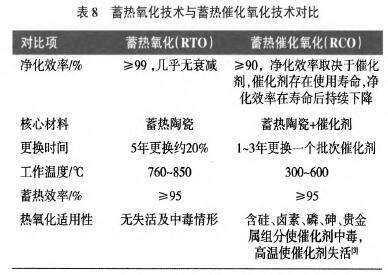
結合表7判定,集裝箱行業噴車間底漆排放的有機廢氣適合選擇蓄熱式催化燃燒技術(RCO)或蓄熱式熱力焚燒技術(RTO)。集裝箱整箱噴涂排放的有機廢氣適合選擇吸附濃縮技術。 2.2集裝箱噴車間底漆的有機廢氣治理技術選擇 三塔RCO與三塔RTO整體流程相似,不同之處在于是否填裝催化劑以及運行溫度水平,三塔RTO在每個蓄熱室的蓄熱體上部填裝催化劑即轉換為三塔RCO。蓄熱氧化技術與蓄熱催化氧化技術對比見表8。
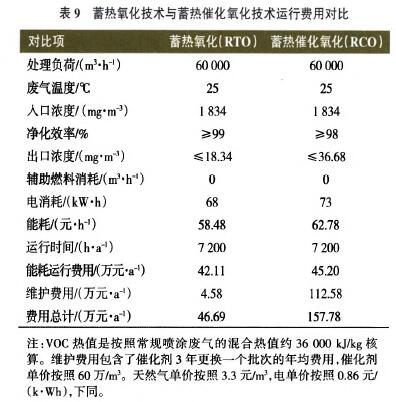
根據表8分析,蓄熱催化氧化技術的凈化效率取決于催化劑的設計效率,且催化劑存在使用壽命,當催化劑到達使用壽命后,凈化效率將難以得到保證。且催化劑易受到雜元素中毒失活和高溫沖擊失活,同樣造成蓄熱催化氧化的凈化效率無法滿足設計要求。 表9運行費用計算是參照集裝箱某二廠的噴車間底漆的廢氣參數進行的理論核算。通過蓄熱氧化技術與蓄熱催化氧化技術運行費用對比,當濃度達到1 834 mg/m3的情況下,蓄熱氧化技術與蓄熱催化氧化技術均能保證排放達標,且天然氣等輔助燃料的消耗為0。但是由于蓄熱催化氧化技術需要定期更換催化劑,因此蓄熱催化氧化技術年運行費用總計要遠高于蓄熱催化氧化技術。
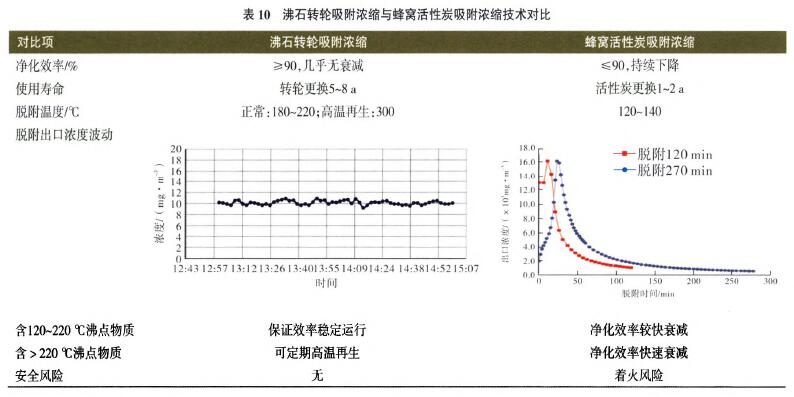
同時,一般蓄熱催化氧化爐是在蓄熱氧化爐的基礎上增加催化劑,因此蓄熱催化氧化爐的一次性投資也要高于蓄熱氧化爐。 結合表8、表9及一次性投資的分析,針對集裝箱噴車間底漆的有機廢氣治理建議選擇蓄熱氧化的工藝。 2.3集裝箱整箱噴涂的有機廢氣治理技術選擇 吸附濃縮技術目前主要分為蜂窩活性炭吸附濃縮技術與沸石轉輪吸附濃縮技術。沸石轉輪吸附濃縮與蜂窩活性炭吸附濃縮技術對比見表10。 活性炭存在壽命短、不穩定、受水氣影響大、難脫附高沸點有機物、熱氣流再生過程中易發生火災等缺點,沸石具有均勻微孔,其孑L徑與一般有機分子大小相當,具有耐高溫、不可燃、良好的熱穩定性和水熱穩定性等優點。
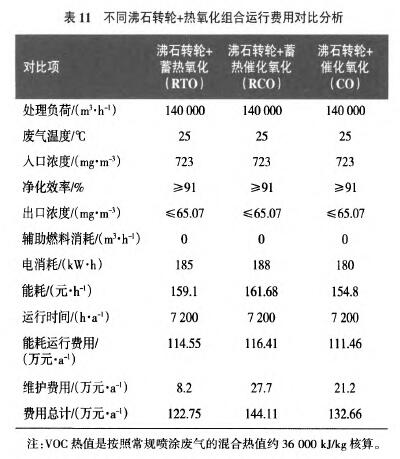
通過表10分析可看出,在凈化效率方面和安全風險方面:沸石轉輪的性能要優于蜂窩活性炭。同時,集裝箱整箱噴涂廢氣組分中含有100*溶劑油和15#溶劑油等沸點高于120 oC的高沸點組分,針對此類高沸點有機化合物,沸石轉輪吸附濃縮性能明顯優于蜂窩活性炭吸附濃縮。因此,吸附濃縮技術建議采用沸石轉輪吸附濃縮。 目前,市場上常見的沸石轉輪吸附濃縮+熱氧化的組合工藝為:沸石轉輪+蓄熱氧化(RTO)、沸石轉輪+蓄熱催化氧化(RCO)、沸石轉輪+催化氧化(CO o不同沸石轉輪+熱氧化組合運行費用對比分析見表11。
表11運行費用計算是參照集裝箱某干箱廠面漆的廢氣參數進行的理論核算。通過不同沸石轉輪+熱氧化組合運行費用對比分析,沸石轉輪+蓄熱催化氧化(RCO)>沸石轉輪+催化氧化(C0)>沸石轉輪+蓄熱氧化(RTO)。當濃度達到723 mg/m3的情況下,均能保證排放達標,且天然氣等輔助燃料的消耗為0。 結合表10與表11,沸石轉輪吸附濃縮+蓄熱氧化技術既能夠保證長期穩定達標,且年運行費用最低。因此,集裝箱整箱噴涂行業有機廢氣治理技術建議選擇沸石轉輪吸附濃縮+蓄熱氧化技術。 3結語 通過分別核算集裝箱生產工藝流程產生有機廢氣排放的噴車間底漆和整箱噴涂的廢氣濃度與治理要求,綜合對比分析不同有機廢氣治理技術的性能指標及運行費用等,集裝箱噴車間底漆推薦采用蓄熱氧化技術,集裝箱整箱噴涂推薦采用沸石轉輪吸附濃縮+蓄熱氧化技術。
來源:《現代涂料與涂裝》 作者:劉相章 柴靈芝等 |
|
|
|
| 上一篇:VOCs環境監測數據的真實性、可靠性究竟來源于哪? 下一篇:橡膠工業VOCs治理技術的研究進展綜述 |


關注我們